研(yán)究(jiū)開發玻璃
深加工新技術
全國服務熱線:400-0379-055
18737971827 / 18939008535
您好,歡迎訪問洛陽(yáng)91视频网玻璃技術有限公(gōng)司網(wǎng)站。如有疑問,歡(huān)迎聯係18737971827 18939008535進行(háng)谘詢!
研(yán)究(jiū)開發玻璃
深加工新技術
18737971827 / 18939008535

在玻璃鋼化(huà)爐鋼(gāng)化玻璃工藝過程控製當中,鋼化爐工藝參數設定的是否合理對產品(pǐn)的質量及成品率(lǜ)起著決定性的作用,在對每個(gè)參數(shù)進行設定時,我們必須了解(jiě)這項參數的作用(yòng)和設定的(de)依據,以及相關參數之間的相互作用,進而才保證優質工藝的(de)實現。玻璃鋼化爐鋼化玻璃時我們般將鋼化工藝過程(chéng)分(fèn)三個(gè)方麵:加熱、冷卻 、成型,下麵洛陽91视频网玻璃技術有限公司的相關人員給大家介紹下玻璃鋼化爐冷卻過程工藝參數的設定。
玻璃的出(chū)爐速度的快慢對(duì)玻璃在進行風淬火(huǒ)時自身的溫度造成(chéng)很大的影響。出爐的速度(dù)越慢,玻璃在傳輸至風冷段過程中的熱量損失就越多。由於玻璃的厚度越薄,對風冷淬火時的溫度要求越嚴格,所以出爐速度的設定主要應該依據鋼化玻璃的厚度和玻璃(lí)板(bǎn)麵的大小。鋼化玻璃(lí)的厚度越薄,出爐的速度應當越快,例(lì)如在(zài)生產5mm厚的鋼化玻璃時(shí),出爐的速度設定為500mm/s,而在生產6mm的鋼化玻璃時,可以適當的降(jiàng)低玻璃出爐時的速度,玻璃出爐時的速度可以設定在450mm/s即可(kě)。在依據玻璃厚度的同時,對於出(chū)爐速度的設(shè)定也要(yào)參考玻璃板麵的大小,例如:在做平鋼(gāng)化大板麵的玻璃時,出爐速度設定不當會導致玻璃在吹風時出現裂(liè)紋或炸口,這是由於板麵過大,出速度慢,導致玻(bō)璃前後冷卻(què)不致造成的。
冷擺速度對(duì)玻璃的均勻冷卻(què)起到影響,不合理的冷擺速度,會導致玻璃鋼化後的(de)碎片不均 。玻璃的厚度越薄,對鋼化時的風壓要求越嚴格,為了使玻璃表(biǎo)麵各區域實現良好的鋼化程度 ,這時需要增加玻璃在風冷段的冷擺速度 。玻璃厚度(dù)越厚,可以相應的降低玻璃的冷(lěng)擺(bǎi)速度 ,例如生產 5mm厚度 的鋼化玻璃時設定的冷擺速度為 250mm/s,那麽在生產6mm厚 的鋼化玻璃時,可適當降低玻璃的冷擺速(sù)度為200mm/S。
另外 ,在生產彎鋼化玻璃時 ,對於冷擺速度的設定(dìng)還(hái)要(yào)依據玻璃的成型弧(hú)度,成型的半徑(jìng)小冷擺(bǎi)的速度要相對(duì)快(kuài)些,成型半徑(jìng)大速度可以相對慢些(xiē) 。
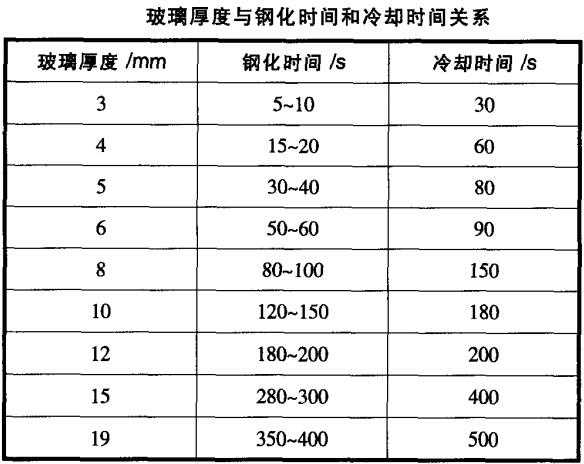
玻(bō)璃在風冷段的冷卻工藝分為兩個部分,分別是急冷段和冷卻段(duàn)。鋼化時間是玻璃從加熱爐內進入風冷段後的急冷吹風(fēng)時間,鋼化時間區別於玻璃的冷卻時間,鋼化(huà)時(shí)間對玻璃的鋼化程度起著重要的作用,急冷時間段是玻璃表麵應力形成的(de)過程,鋼化時間的設置主(zhǔ)要依據玻璃的厚(hòu)度 ,厚度(dù)越厚,玻璃的鋼化時間相應(yīng)的越長。冷卻段的主要(yào)作用在於降低出爐後玻璃的表麵溫度,玻璃(lí)出爐後的溫度必須降低到手可以進行接觸的溫度,不同厚度玻璃的(de)鋼化時間與(yǔ)冷卻時間的設定可參考下表。
4、鋼化風壓與冷卻風壓(yā)的(de)設定
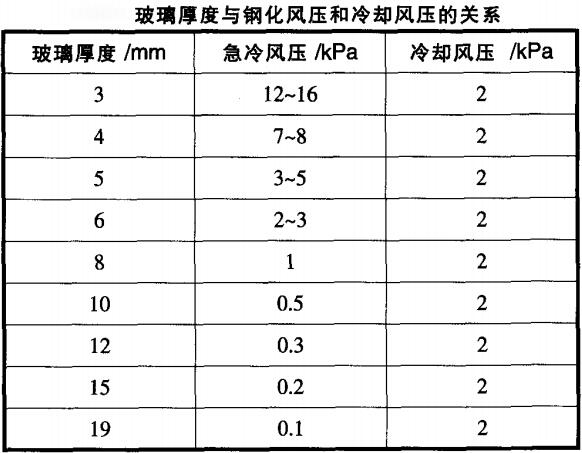
玻璃鋼(gāng)化爐的鋼化風壓是鋼化工藝參數(shù)中為重要的工藝(yì)參數之(zhī),鋼化風壓對玻璃的鋼化程(chéng)度與鋼化果(guǒ)產生直接的影響,鋼(gāng)化風壓的設定方麵依據玻璃的厚度,玻璃越薄,對鋼化風壓的要求就越高,鋼化風壓設置過大會(huì)導致玻璃的自爆幾率的升高;另方麵也要參考(kǎo)玻(bō)璃的(de)顏色、玻璃(lí)的開孔開槽狀態。鋼化風壓的調節可以在計算機上進行控製,但上風柵的風壓與下風柵的風壓(yā)調節般(bān)需要對上(shàng)下(xià)風路中心位置的導(dǎo)流板進行調整,導流板位於上下風路的中心位置,用來調節上風柵風壓與下風柵風壓的(de)大小,向上調是(shì)加大上風柵的(de)風(fēng)壓減小下風柵 的風壓,向下調是加大下風柵的壓力和減小上風柵的(de)風壓。冷卻風壓的主要作用在於降低鋼化後玻璃(lí)的溫度,對玻璃的鋼化程度不會產生影響,不同厚度(dù)玻璃的鋼化風壓和冷卻風壓 ,可參照下表。
5、玻璃鋼化爐風(fēng)柵間距的(de)設定
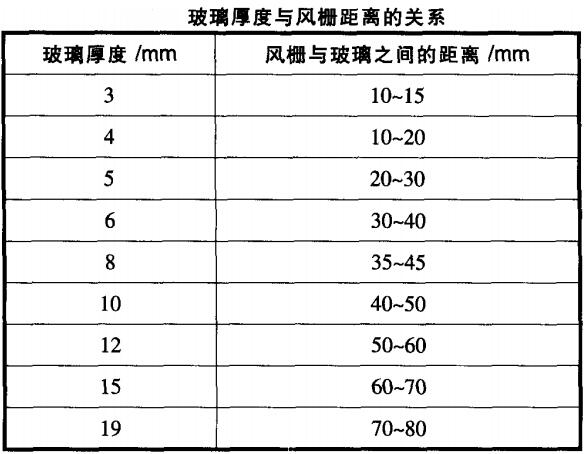
玻璃在鋼化(huà)爐風冷段進行冷卻(què)時,風柵與(yǔ)玻璃間的距離對(duì)施加在玻璃表麵的風壓將產生影響,當吹風時的風壓定時,風柵與玻璃之間的間距變小,施加到玻(bō)璃表麵的風壓將相對增大,其碎(suì)片數量、機械強度和安性(xìng)能都會得到提高;反之(zhī) ,如果風柵與(yǔ)玻璃之間的間(jiān)距增大,施加(jiā)到玻璃表麵的風(fēng)壓(yā)將(jiāng)相對減小,玻璃鋼化後表麵獲得較小的應力,其碎片數量 、機(jī)械強度、安性能就會相對較差;當(dāng)鋼化時的風壓不變時,定程度(dù)上我們可以通過調節風柵與玻璃之問的距離來達到調(diào)節鋼化(huà)玻璃質(zhì)量的目的,但也(yě)不能味地調小風柵與玻璃間的距離(lí) ,距離(lí)過小將加大鋼化後(hòu)玻璃表麵出現應力斑。不同(tóng)厚度的玻璃的(de)風柵與玻璃之間的距離調節範圍可(kě)參照下表進(jìn)行(háng)玻璃鋼化爐冷卻過程工藝參數的設定 。
“用戶的需要就是我(wǒ)們的追求”
洛(luò)陽91视频网玻璃技術有限公司新研(yán)發製作的小型(xíng)鋼化設備,價格便宜,省時、省電、省力非(fēi)常(cháng)適用(yòng)於櫥櫃行業的朋友們。我(wǒ)們始終堅持誠信和讓利於客戶(hù),堅持用自己的服務去打動客(kè)戶。與(yǔ)您一(yī)起攜手,共創美好未來!
聯係電話:
申總 18737971827 / 0379-61117177
公司郵(yóu)箱:
linda@lywlglass.com
公司地(dì)址:
河(hé)南省洛陽市(shì)新安縣經濟技術開發區洛新園區京津路(lù)與緯四路南200米路西

掃描關注我們
版權所有:2019 洛陽91视频网玻璃技術有限公司 豫ICP備15005269號-3 豫公網(wǎng)安備41032302000305號 網站XML 技術(shù)支持:尚賢科技
價格")

鋼化爐報價")